









Wire EDM uses a type of CNC machining technology to cut intricate shapes and designs with high precision. But just how fast can this technology really cut? You might be surprised by the answer, especially when considering its remarkable accuracy.
Wire EDM cut speeds vary, but modern machines typically achieve between 24 and 45 square inches per hour. While it’s not the fastest method available, its precision makes it invaluable for complex projects where detail is key. It’s quite popular since wire EDM cost is lower than other cutting methods.
We’ll discuss in detail the key factors that affect the machine’s cut and how to increase the cutting speed for a faster production.
Key Factors to Affect Wire EDM Cut
Wire EDM excels at cutting tough materials like tungsten and titanium without damaging their properties. Industries such as aerospace, mold making, medical, and automotive rely on this technology for precision.
Let’s explore the key factors that affect wire EDM cutting:
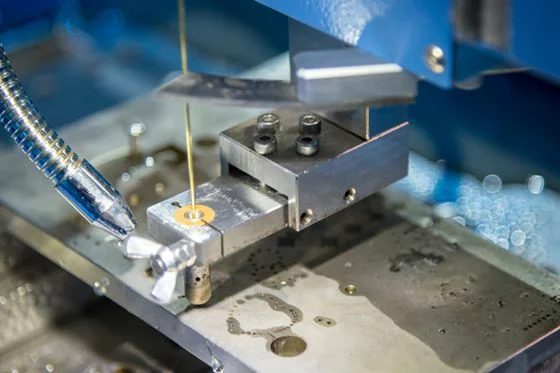
i. Coolant Condition
Coolant helps maintain the right temperature and keeps the cutting area clean. Dirt or particles in the coolant can cause problems like scratching surfaces or even damaging the cutting equipment. Regularly changing and filtering the coolant helps prevent these issues.
It also flushes away debris that accumulates during the cutting process. If they aren’t removed quickly, they can interfere with the cutting.
ii. Coolant Nozzle Position
The position of the coolant nozzles also matters in the performance of a wire EDM machine. Ideally, the nozzles should be very close to the workpiece, about 0.1 mm away. This distance ensures that the high-pressure liquid reaches the cutting area effectively.
If the nozzles are too far away, the water cannot do its job properly, leading to inefficient cutting.
iii. Workpiece Material Deformation
Wire EDM cut quality gets affected because of how the workpiece material might change shape or deform during the process. This deformation can lead to problems that affect the final quality of the cut. If the workpiece shifts even a little, it can slow down the cutting speed. In some cases, severe deformation might make the part unusable.
Choosing the right material is crucial. Some materials naturally resist deformation better than others. For instance, harder metals tend to hold their shape more effectively during cutting. Additionally, the way a material is treated before cutting, like through heat treatment, can influence its stability. Proper treatment can reduce the chances of deformation.
Another way to avoid deformation is planning the cutting setup. Arranging the process correctly can help minimize stress on the workpiece. This means planning how to cut and in what order. By doing so, operators can avoid excessive pressure that might cause unwanted changes in shape.
iv. Wire Loss or Breakage
When the wire gets worn down or snaps, it can disrupt the entire cutting process. This is especially true in high-speed operations where precision is important.
Wire loss leads to narrower slits in the material being cut. This change can cause dimensional errors, making the final product less accurate. And if the wire breaks during the cutting, you have to restart the entire process, which is laborious and time-consuming. It can also impact the quality of the surface being machined. A clean, smooth finish is essential in many applications, and interruptions can lead to rough edges or uneven surfaces.
v. Bigger Allowance Value
The allowance is the extra material left between the cutting paths. A larger allowance can ensure that the parts are machined correctly. In many cases, machine experts set a bigger allowance to avoid mistakes. However, having a larger allowance isn’t always the best choice. It can slow down the wire EDM machining process and increase costs. This is where finding the right balance becomes essential.
Adjusting the allowance value can improve efficiency. For instance, if an expert system suggests an allowance of 0.246 for the first cut, you might tweak it down to 0.233. These small changes can lead to faster production times and better overall results. However, reducing the allowance too much can result in under-repairing the surface, which could create issues later on.
vi. Temperature Fluctuation
The environment temperature also matters in terms of the performance of EMD metal cutting. For instance, materials like steel and carbide expand in hot conditions. They have a thermal expansion rate of about 6.8 parts per million for every degree Fahrenheit. It means that if the temperature in the shop fluctuates by just 2°F, a 12-inch part could increase in size by 0.00016 inches. That’s more than the standard tolerance of ±0.0001 inches that many projects require. Such changes can easily throw off precision.
To maintain accuracy, the workshop temperature has to be steady. Ideally, the ambient temperature should stay within ±1°F of the standard temperature during the production time. Managing the temperature of the dielectric fluid is important, too. Keeping it stable helps ensure that both the machine and the workpiece remain at a consistent temperature.
vii. Inconsistent Energy Supply
If the energy fluctuates, it can lead to uneven cutting results. Different materials react differently to energy supply. For instance, harder materials like tool steel tend to perform better under stable energy conditions.
On the other hand, softer materials like aluminum can be tricky. While they may cut faster, the energy inconsistency can lead to a rough surface finish. Achieving a smooth surface becomes a real challenge.
The height of the part being cut also matters. Taller parts may require more energy to ensure a clean cut. If the energy supply reduces, the cutting process can slow down dramatically. This not only affects the speed but also the quality of the final product.
How to Speed up Wire EDM Cut
To speed up wire EDM cutting, you have to consider several factors. We’ve discussed the most important parameters that influence the cutting speed.
Choose the Right Wire Type
The type of wire you select plays a significant role in how quickly and accurately you can make your wire EDM cut. Different wires have unique properties that affect speed, precision, and even the quality of the finish.
Brass wire is popular because it’s budget-friendly and works well for many basic tasks. If you need something a bit more advanced, coated brass wire might be a better option. This wire has a thin layer of metals like copper or tungsten, which not only increases its conductivity but also makes it more durable. That means you can cut faster and more efficiently.
Zinc-coated brass wire is another great option. It has a higher melting point, allowing for quicker cuts while using less wire overall. This can save you money in the long run, especially on larger projects.
For those aiming for a top-notch finish, stratified wire offers an interesting approach. It consists of layers of different metals, creating sparks that vary in intensity. This can lead to smoother surfaces, making it ideal for detailed work.
Wire Diameter
The wire diameter of an EDM wire machine can range from very thin, about 0.002 inches, to thicker wires at 0.013 inches. Each size has its own benefits and drawbacks.
Using a larger wire diameter can significantly increase cutting speed. This is because thicker wires can handle more power and move through materials more quickly. If your project prioritizes speed, choose a larger diameter wire. However, you have to sacrifice some precision and the surface finish of the cut because of this choice.
On the other hand, smaller wire diameters offer greater accuracy. They produce cleaner cuts and finer details, which is excellent for intricate designs. Yet, this precision can slow down the cutting process.
Power Supply
The power supply partly determines how fast and clean a wire EDM cut will be. It converts the standard AC voltage from your outlet into a special DC voltage that the EDM needs to operate.
The power supply works alongside a generator to create electrical pulses. These pulses generate sparks between the wire and the material being cut. The more effective the power supply, the better the machine can perform. This directly influences how fast and clean the cuts are.
There are two main types of power supplies used in wire EDM machines: transistor-controlled (TR) and capacitor-discharge (CD). CD power supplies release energy in quick bursts. This can lead to faster cutting speeds, making it a popular choice for many operations.
While CD systems excel in cutting quickly, they might sacrifice some accuracy and surface quality. On the other hand, TR systems tend to offer more precision. This means they can provide a better finish, even if they cut a bit slower.
Axis Control and Motion System
The axis control and motion system guides both the wire and the workpiece along the cutting path. It ensures everything moves smoothly and accurately.
At the heart of this system are several wire EDM machine parts that work together to increase the speed and quality of the cuts. Among the two primary motion systems, linear motor (LM) and ballscrew (BS), the LM system uses direct-drive motors, which means there are no extra parts like belts or gears slowing things down. This setup allows for quicker speeds and better precision. While they can be pricier and use more power, the benefits often outweigh the costs for many applications.
Regular Maintenance
Regular maintenance is crucial not only for keeping the machine running but also for making it work faster and more efficiently.
For example, the wires play a vital role in the cutting process. If they aren’t in good shape, the entire operation can slow down. Regular checks ensure that the wires maintain proper contact. If wear starts to show, especially at the power feed contact, it’s time for a change. Replacing worn parts can make a significant difference in cutting speed.
Another key aspect is the cleanliness of the machine. Over time, dirt and debris can build up, particularly in the lower guide wire core seat. If this area isn’t cleaned regularly, it can block the cooling water flow, leading to overheating and inefficiency during the cutting process.
Conclusion
Wire EDM cutting speed depends on various factors, including wire type, diameter, power supply, axis control, and regular maintenance. By understanding these factors and optimizing your setup accordingly, you can significantly improve the speed of your wire EDM cuts without compromising accuracy or quality. Remember, a well-maintained machine with the right settings will produce faster and more efficient results.
Looking for wire EDM services for your project? Zintilon offers custom solutions. From CNC machining manufacturing to metal die casting, we create custom parts tailored to your needs. Contact us to discuss your requirements and get a quote.
Keep an eye for more news & updates on InternalInSider!



